Möjligheter och utmaningar med digitalisering i digitala värdekedjor
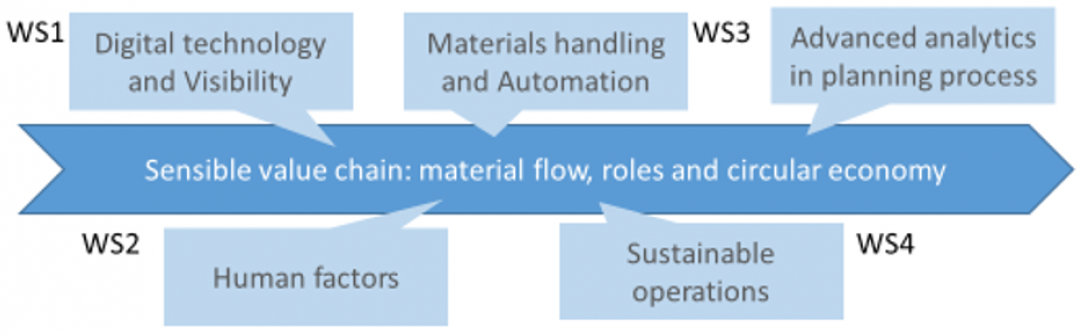
I projektet SCARCE Sensible value chain: material flow, roles and circular economy undersöktes behov, möjligheter och hinder för hur en digital plattform kan öka effektivitet och produktivitet. Det har undersökts på tre företag i en värdekedja kopplad till fordonsindustrin. Fyra workshops genomfördes för att studera detta inom fem områden: digital teknologi, materialhantering och automation, avancerad planering och planering, människan i produktionssystemet samt hållbarhet.
Att se till helheten är en förutsättning till att använda digitala lösningar i en värdekedja eftersom de ingående företagen ofta har olika digital mognadsgrad samt olika behov. Dagens lösningar för IoT(internet-of-Things)-plattformar, automation och transparenta system kan ge bättre möjligheter för planering och kontroll för små och medelstora företag (SMF). Många digitala lösningar blir men inte implementerad av SMF idag och de som implementeras är oftast kopplade till övervakning av produktionsprocesserna. Det här innebär att den fulla potentialen i digitaliseringslösningar för SMF går förlorad.
I SCARCE har begreppet förnuftig värdekedja föreslagits, vilket innebär en värdekedja som tar hänsyn till användbarhet och implementering i ett helhetsperspektiv och inte bara ser lösningar från ett perspektiv (tex teknikens möjligheter). I både akademi och industri finns få exempel på sådana värdekedjor som kan demonstrera olika typer av aktiviteter. Inom industrin är det dessutom svårt att se var en förnuftig implementering kan startas, varför det finns ett behov av att demonstrera hur en digital lösning kan se ut.
Om vi kan hitta en lösning som funkar mellan småföretag och deras partners, kan vi hitta en lösning för de större företagen också
– Sandra Mattsson, projektledare
Om projektet
Målet i SCARCE var att ta fram digitala lösningar för att öka effektiviteten och produktiviteten i en värdekedja. Värdekedjan syns i bilden nedan. Två SMF har markerats med svarta stjärnor, Bror Tonsjö och Parker Hannifin, som varit i fokus i SCARCE. Tanken med detta är att om en lösning fungerar för SMF, så bör den troligt fungera även för de större företagen. Med i projektet var även Stena Metall samt Scania (vita stjärnor).
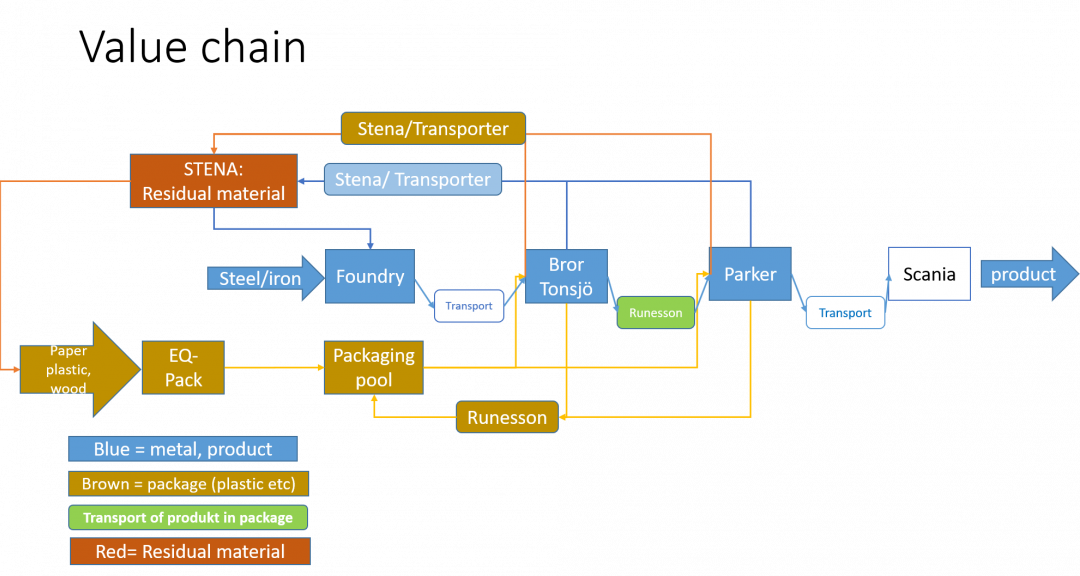
En viktig grundförutsättning för projektet är att Bror Tonsjö redan har en digital plattform som utvecklats av Siemens och ÅF. Denna plattform kan vidareutvecklas och kan potentiellt användas av de andra parterna. Det är förutsättningarna för att göra en sådan vidareutveckling avseende behov, möjligheter och hinder som studerades i projektet.
Resultat från fyra workshops
Förutsättningarna för en digital lösning studerades utifrån fem områden: Digital teknologi, materialhantering och automation, avancerad planering och planering, människan i produktionssystemet samt hållbarhet. Områdena togs fram kopplade till forskarnas bakgrunder och ansågs viktiga för att få fram den bästa digitala lösningen. Områdena är i sig ofta inte överlappande forskningsområden, men däremot angränsar några områden till varandra tex Automation och Människan i produktionssystemet.
4 workshopteman togs fram: WS1: Digital teknik - nuläge, WS2: Användarvänlighet och acceptans, WS3: Materialhantering och automation + avancerad dataanalys och WS4: Hållbarhet och cirkulär ekonomi.
Vid den första workshopen var fokus på den digitala tekniken. Inför workshopen fick företagen fylla i ett nuläge och även göra en enklare processkarta.
Fråga 1 i fokus på WS1 var: Vad saknas? Vad skulle ni vilja se?
Sammanfattning av Fråga 1 WS1:
- Visualisering och tolkning av statusinformation från en process till en annan. Vad? Hur? Värde?
- Hur och vad kommunicera vid eventuella produktionsstörningar?
- Transparenta etiketter i hela värdekedjan.
- Fokus/visualisering och prioritering av kritiska komponenter.
- Data från kundföretag: Kommunicera och i planeringen beakta att andra leverantörer har leveransstörningar. Produktmixförändringar. Buffert/kitting-möjligheter.
- Data från leverantörsföretag (Tonsjö): Lager- och produktionsstatusdata för att optimera försörjningsplanering.
I övrigt sågs följande behov:
- Vill ha kortare ledtid internt (godsmottagningen): Automatisering i godsmottagning/hantering och tidigare packinstruktion och kittning hos SMF. Produktionsstörningar och produktionstekniskt arbete är relevant att veta.
- SMF påverkas av kortsiktiga förändringar i kundföretagens ordrar (produktmix). SMF vill därför ha tidigare avisering (eller visualisering av variationer och prognoser, som möjliggör bättre planering) av kortsiktiga variationer i produktmix. Vill också se hur andra
leverantörsstörningar påverkar dem. Vill ha möjligheter att kitta och köra ihop batchstorlekar till kundföretagen. - Kundföretag skulle kunna nyttja planerade lagersaldouppgifter från SMF för sin produktions- och försörjningsplanering.
- Allt spill töms inte direkt i containers, vilket gör det svårt att planera för upphämtning. Med data från Bror Tonsjö skulle man kunna prognostisera när avfallshämtning ska ske. En annan idé är brikettproduktion som alternativ till nuvarande upplägg. Det skulle ge mindre frekvent upphämtning och återanvändning av skärvätska. Vill också veta hur långt man kan komma med automatisering.
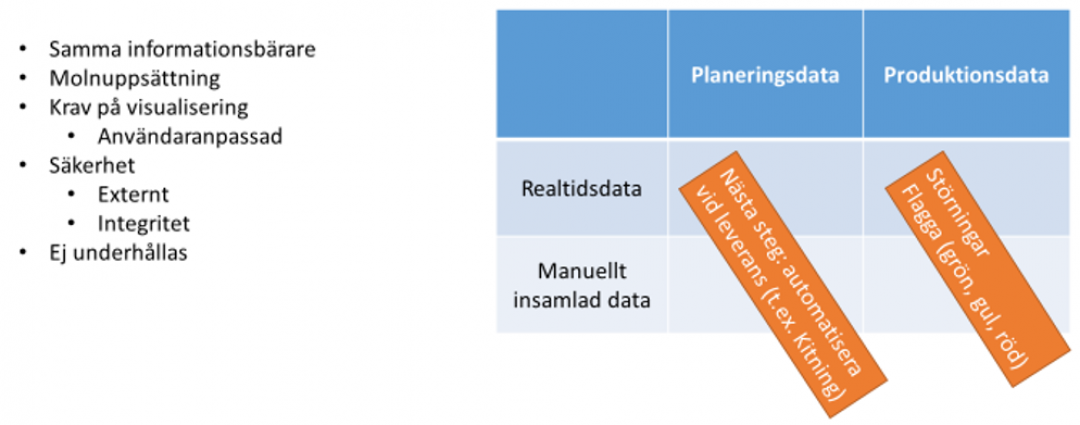
Fråga 2 handlade om Vilka synergier som finns, vad gemensamt saknas? Den här frågan handlar om vad vi tillsammans kan uppnå med teknik som möjliggörare. En summering av resultaten syns i bild 3.
Den andra workshopens fokus var människan och användarvänlighet. Två frågor ställdes kopplade till hur man ska få användarna med på digitaliseringsresan.
Fråga 1 Hur får tekniken acceptans hos användarna?
Sammanfattning av Fråga 1 WS2
- De tänkta användarna bör involveras i förändringarna.
- Användarna måste få utbildning och stöttning för att känna sig trygga i förändringarna.
- Måste göras tydligt för användarna: vad ska datan användas till
- Det måste finnas fördelar, som är tydliga för användarna.
- Användarvänlighet viktig. Om arbetsmoment tillförs måste andra försvinna. Enkelhet.
- Under användandet måste det tydligt kommuniceras till användarna vilka positiva effekter som nås.
- Om nödvändigt kan förändringarna tvingas in i verksamheten, men då bör detta resultera i snabba och tydliga vinster för användarna.
- Det måste finnas en nära koppling mellan IT-avdelningen och verksamheten. Förståelse för behov och förutsättningar är viktig.
- Löneincitament.
Fråga 2 Hur kan användarna dokumentera sina behov så att tekniken kan utvecklas kontinuerligt?
Sammanfattning av Fråga 2 WS2
Användarna bör ges inspiration för vad som är möjligt. Exempelvis genom studiebesök hos andra verksamheter.
- Användarna kan testa och utvärdera olika lösningar/gränssnitt för att kunna identifiera för- och nackdelar, samt förbättringsmöjligheter.
- Individualisering kan vara användbar, så att gränssnitt kan anpassas efter individernas behov och önskemål.
- Bibehåll ordinarie förbättringsarbete men tillämpa även riktat förbättringsarbete.
- Löneincitament.
Workshop 3 handlade om Materialhantering och automation + avancerad dataanalys. Här diskuterades hur det ser ut idag hos respektive företag dvs hur materialhantering och automation används i pågående projekt samt vilka möjligheter detta ger företagen.
Diskussion kopplat till Materialhantering och automation
Hinder:
- Vikt av högre kvalitet
- Delbar information för att tex göra bättre prognoser
- Hitta rätt process
- Olika tekniker och olika aktiviteter-beroende på situationen, olika krav på automatiseringen ger behov för olika tekniker. Konkreta exempel-kombinera emballage i olika position. Olika behov
- Vad är värdet?
- Italienska och danska gjuterier ger skillnad i material
- Visualisering för aktörer som inte är gjuterier och åkerier för att få hela flöden.
Möjligheter:
- Automatiska avrop
- Mer effektiva transporter
- Effektivare emballage hantering
- Med högre transparens så kan vi reducera lager
För dataanalys gick diskussionen vidare kopplat till nuläget hos företagen.
- Materialbrist förkommer mycket sällan men det finns idéer för att mäta det
- Mänsklig kontakt påverkar i direkt kommunikation vid daglig styrning mellan olika aktörer.
- Mindre batch storlek - vilken konsekvens, vad betyder det för vår produktion?
Vid fjärde workshop togs ett miljöperspektiv på våra tidigare processer. Inför mötet fick företagen, som vanligt frågor kopplade till nuläget och hur de jobbar med miljöaspekter idag. De effekter kopplade till cirkulär ekonomi, som kan ses vid införandet av en förnuftig digital värdekedja är att minska klimatpåverkan med 50% avseende både transport och materialloopar. En del av miljöarbetet kopplas till att reducera fossilbaserad konsumtion samt att öka materialeffektivitet (för de stora materialflödena). Detta kan mätas genom att antalet loopar, som emballaget tar kan minskas och transporterna för skadade gods även minskar. Andra minskade miljöpåverkan kan ses kopplade till detta, så som ökad fyllnadsgrad och minskad plats för förvaring av emballage samt snabbare och mer effektiva operationer (kopplade till emballagehantering). Generellt sett identifierades följande behov kopplat till tre huvudområden i) planering i värdeflödet, ii) automation vid materialhantering och iii) cirkulär material-ekonomi. Följande behov kopplade till planering i värdeflödet: SMF behöver högre grad transparens i systemet för att se hur olika typer av störningar påverkar produktionsplanering, men vilken data måste i så fall delas från produktion? Behov av att förutse när, vad och hur en transport ska gå. För automation vid materialhantering sågs följande: behov av automation vid godsmottagning, bästa kombination människa-automation och internlogistik. För cirkulär ekonomi och hållbara flöden sågs följande behov: ont om emballage, svårt att veta var emballage finns, svårt att se fyllnadsgrad vid hämtning av emballage.
Möjligheter ses i att vidareutveckla piloter inom varje område kopplat till funna krav/önskemål. De effekter som förväntas är ökad kapacitet och adaptivitet, reducerat lager, minskat manuellt arbete och stress, minskat ledtid och minskade miljöpåverkan vid transporter.
Två piloter föreslogs för fortsatt arbete a) digital information vid materialhantering och b) emballagehantering.
Sammanfattning och fortsatt arbete
För att skapa en helhetsbild av digitalisering har vi i SCARCE studerat digitaliseringsimplementering från olika perspektiv. Det har handlat om att identifiera möjligheter och även utmaningar. I våra workshops har vi startat att se på problemet vilket har gett en nulägesbild. För att komma vidare krävs en ytterligare sammankoppling av våra områden samt olika tester för att kunna hitta en IoT-lösning som både praktiskt och effektivt kan skapa värde i en värdekedja.
Behov för digitalisering fanns i tre huvudområden i) planering i värdeflödet, ii) automation vid materialhantering och iii) cirkulär material-ekonomi. Möjligheter finns då företagen redan är sammankopplade via Bror Tonsjö, som har en digital plattform som utvecklats av Siemens och ÅF. Den här plattformen kan vidareutvecklas och potentiellt användas av de andra parterna. Hinder har identifierats kopplade till företagens nuläge, vilken data som man vill dela mellan företagen samt vilken infrastruktur som finns idag.

Källor
[1] Kolbeinsson, A., Lindblom, J. & Thorvald, P. (2017). Missing mediated interruptions in manual assembly: Criticalaspects of breakpoint selection. Applied Ergonomics, 61, 90-101.
[2] Weyer, S., Schmitt, M., Ohmer, M. and Gorecky, D. (2015) Towards Industry 4.0— Standardization as the CrucialChallenge for Highly Modular, Multi-Vendor Pro- duction Systems. IFAC-PapersOnLine, 48, 579-584. https://doi.org/10.1016/j.ifacol.2015.06.143.[3] Alexandre Moeuf, Robert Pellerin, Samir Lamouri, Simon Tamayo-Giraldo & Rodolphe Barbaray (2018) The industrial management of SMEs in the era of Industry 4.0, International Journal of Production Research, 56:3, 1118-1136, DOI: 10.1080/00207543.2017.1372647.
[4] Ivanov, D., Dolgui, A., Sokolov, B. (2019), The impact of digital technology and Industry 4.0 on the ripple effectand supply chain risk analytics, International Journal of Production Research, 57(3): 829-846.
[5] Jonsson, P. and Holmström, J. (2016). Future of supply chain planning: closing the gaps between practice andpromise, International Journal of Physical Distribution and Logistics Management, 46(1): 62-81.
[6] Aryal, Arun & Liao, Ying & Nattuthurai, Prasnna & Li, Bo. (2018). The emerging big data analytics and IoT insupply chain management: a systematic review [Supply Chain Management: An International Journal].
10.1108/SCM-03-2018-0149.[7] Nguyen Quoc Viet, Behzad Behdani, Jacqueline Bloemhof,The value of information in supply chain decisions: A review of the literature and research agenda, Computers & Industrial Engineering, Volume 120, 2018, Pages 68-82,ISSN 0360-8352, https://doi.org/10.1016/j.cie.2018.04.034.
[8] Ekren, B.Y., S.S. Heragu, A. Krishnamurthy, C.J. Malmborg. 2010. Simulation based ex-perimental design toidentify factors affecting performance of AVS/RS. Computers & Industrial Engineering 58 175-185. (18) (PDF) Energy efficient design of autonomous vehicle based storage and retrieval system.[9] Mohamed El Amine Boudella, Evren Sahin & Yves Dallery (2018) Kitting optimisation in Just-in-Time mixedmodel assembly lines: assigning parts to pickers in a hybrid robot–operator kitting system, International Journal ofProduction Research, 56:16, 5475-5494, DOI: 10.1080/00207543.2017.1418988
[10] Fager, P., Calzavara, M. and Sgarbossa, F. (2019), “Cobot-supported kit preparation for mixedmodel assembly”,International Journal of Advanced Manufacturing Technology. 0268-3768 (ISSN) 1433-3015 (eISSN).
[11] Le-Anh, Tuan and De Koster, M.B.M., (2006), A review of design and control of automated guided vehiclesystems, European Journal of Operational Research, 171, issue 1, p. 1-23.
[12] Emde, S. & Schneider, M. (2018). Just-In-Time Vehicle Routing for In-House Part Feeding to Assembly Lines,Journal of Transportation science, 52, issue 3, pp 497-737. https://doi.org/10.1287/trsc.2018.0824.
[13] Kirchherr, J., Reike, D., & Hekkert, M. (2017). Conceptualizing the circular economy: An analysis of 114definitions. Resources, Conservation and Recycling, 127, 221-232.
[14] Bocken, N. M., Ritala, P., & Huotari, P. (2017). The circular economy: exploring the introduction of the conceptamong S&P 500 firms. Journal of Industrial Ecology, 21(3), 487-490.
[15] Blomsma, F. (2018). Collective ‘action recipes’ in a circular economy–On waste and resource managementframeworks and their role in collective change. Journal of cleaner production, 199, 969-982.
[16] Oliva, R. (2019). Intervention as a research strategy, Journal of Operations Management, 65: 710-724.[17] Julian M. Allwood, Michael F. Ashby, Timothy G. Gutowski, Ernst Worrell, Material efficiency: A white paper, Resources, Conservation and Recycling, Volume 55, Issue 3, 2011, Pages 362-381, ISSN 0921-3449,https://doi.org/10.1016/j.resconrec.2010.11.002.
[18] Martin Kurdve, Sasha Shahbazi, Marcus Wendin, Cecilia Bengtsson, Magnus Wiktorsson, Waste flow mappingto improve sustainability of waste management: a case study approach, Journal of Cleaner Production, Volume 98, 2015, Pages 304-315, ISSN 0959-6526, https://doi.org/10.1016/j.jclepro.2014.06.076.
Taggar
Artikeln är taggad med följande taggar. Klicka på en tagg för att se alla artiklar med samma taggning.