Opportunities and challenges of digitization in digital value chains
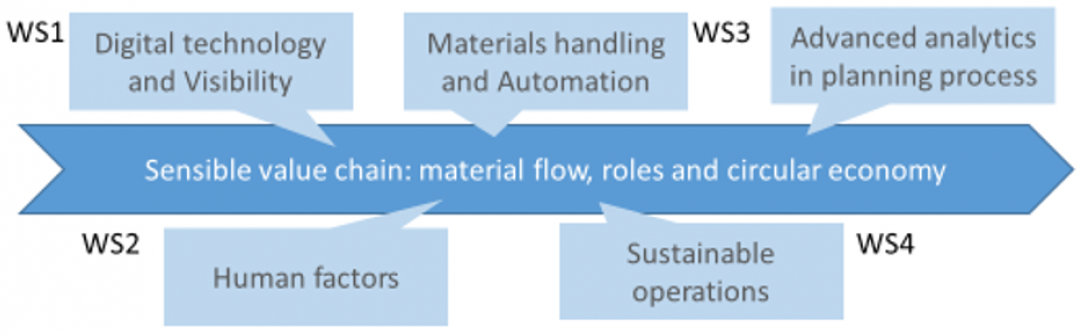
The project SCARCE Sensible value chain: material flow, roles and circular economy explored the needs, opportunities and obstacles for how a digital platform can increase efficiency and productivity. It has been investigated in four companies in a value chain linked to the automotive industry. Four workshops were conducted to study this in five areas: digital technology, material management and automation, advanced planning and planning, man in the production system and sustainability.
Ensuring the whole is a prerequisite for using digital solutions in a value chain as the incoming companies often have different degrees of digital maturity and different needs. Today's solutions for IoT (Internet-of-Things) platforms, automation and transparent systems can provide better opportunities for planning and control for SMEs. Many digital solutions are, however, not implemented by SMEs today and those that are implemented are usually linked to monitoring the production processes. This means that the full potential of digitalization solutions for SMEs is lost.
In SCARCE, the concept of a sensible value chain has been proposed, which means a value chain that takes into account usability and implementation in a holistic perspective and not only sees solutions from a perspective (eg the possibilities of technology). In both academia and industry, there are few examples of such value chains that can demonstrate different types of activities. In industry, it is also difficult to see where a reasonable implementation can be started, which is why there is a need to demonstrate what a digital solution can look like.
If we can find a solution that works between small and medium enterprises and their parties, bigger companies can use benifit from that solution
– Sandra Mattsson, project leader
About the project
The goal of SCARCE was to develop digital solutions to increase the efficiency and productivity of a value chain. The value chain is shown in the picture below. Two SMEs have been marked with black stars, Bror Tonsjö and Parker Hannifin, who have been the focus of SCARCE. The idea behind this is that if a solution works for SMEs, then it should probably work for the larger companies as well. Also included in the project were Stena Metall and Scania (white stars).
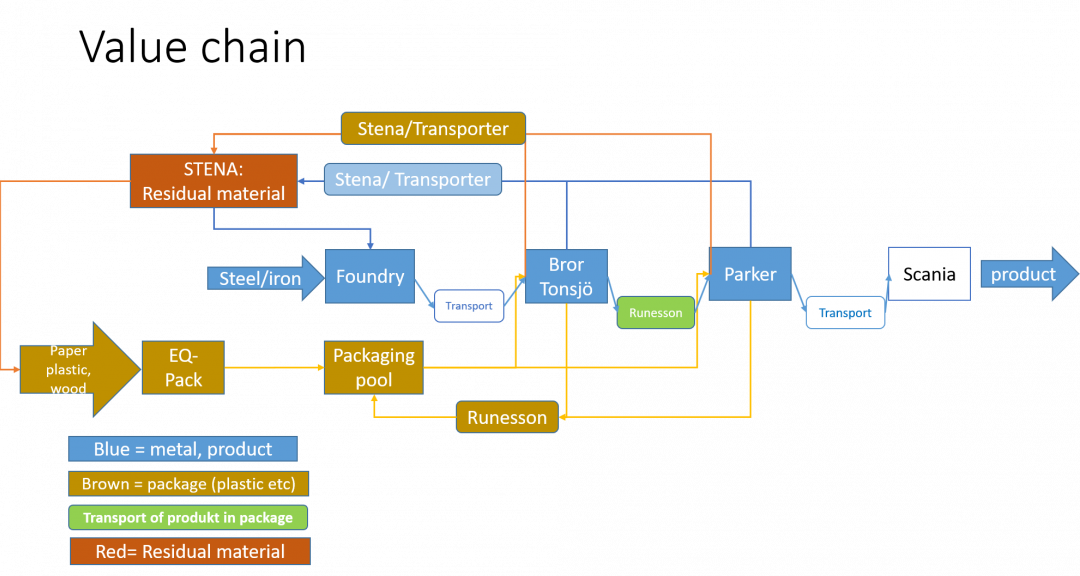
An important prerequisite for the project is that Bror Tonsjö already has a digital platform developed by Siemens and ÅF. This platform can be further developed and potentially used by the other parties. These are the prerequisites for making such a further development regarding needs, opportunities and obstacles that were studied in the project.
Results from four workshops
The prerequisites for a digital solution were studied based on five areas: Digital technology, material management and automation, advanced planning and planning, man in the production system and sustainability. The areas were developed linked to the researchers' backgrounds and were considered important to obtain the best digital solution. The areas themselves are often not overlapping research areas, but on the other hand, some areas adjoin each other, for example Automation and Man in the production system.
4 workshop themes were developed: WS1: Digital technology - present state, WS2: Ease of use and acceptance, WS3: Material handling and automation + advanced data analysis and WS4: Sustainability and circular economy.
At the first workshop, the focus was on digital technology. Prior to the workshop, the companies had to fill in a current situation and make a simpler process map.
Question 1 in focus on WS1 was: What's missing? What would you like to see?
Summary of Question 1 WS1:
- Visualization and interpretation of status information from one process to another. What? How? Value?
- How and what to communicate in the event of a production disturbance?
- Transparent labels throughout the value chain.
- Focus / visualization and prioritization of critical components.
- Data from customer companies: Communicate and in planning consider other suppliers have delivery disruptions. Product mix changes. Buffer / kitting capabilities.
- Data from supplier companies (Tonsjö): Inventory and production status data to optimize supply planning
Other needs that have been identified:
- Need shorter internal lead time (freight reception): Automation in freight reception / handling and previous packing instruction and kit at SMF. Production disruptions and production technical work are relevant to know.
- SMEs are affected by short-term changes in customer companies' orders (product mix). SMEs therefore need earlier notification (or visualization of variations and forecasts, enabling better planning) of short-term variations in product mix. Also need to see how other supplier disruptions affect them. Need opportunities to look and combine batch sizes for customer companies.
- Customer companies could use planned inventory balance data from SMEs for their production and supply planning.
- All waste is not emptied directly into containers, which makes it difficult to plan for collection. With data from Bror Tonsjö, it would be possible to predict when waste collection should take place. Another idea is briquette production as an alternative to the current arrangement. This would result in less frequent retrieval and reuse of cutting fluid. Another question how far you can take the automation?
Question 2 was about What synergies exist, what common things is missing? This question is about what we can achieve together with technology as a facilitator.
The focus of the second workshop was on humanity and ease of use. Two questions were asked about how to get users on the digitization journey.
Question 1 How does the technology gain acceptance from users?
Summary of Question 1 WS2
- The intended users should be involved in the changes.
- If work is added, other tasks must disappear. Simplicity.
- During use, the positive effects that are achieved must be clearly communicated to the users.
- If necessary, the changes can be forced into the business, but then this should result in quick and clear benefits for the users.
- There must be a close connection between the IT department and the business. Understanding of needs and conditions is important.
- Salary incentives.
Question 2 How can users document their needs so that technology can be continuously developed?
Summary of Question 2 WS2
- Users should be given inspiration for what is possible. For example, through study visits to other businesses.
- Users can test and evaluate different solutions / interfaces to identify advantages and disadvantages, as well as improvement opportunities.
- Individualization can be useful, so that interfaces can be adapted to the needs and desires of the individual.
- Maintain regular improvement work, but also apply targeted improvement work.
- Salary incentives.
Workshop 3 was about Material Handling and Automation + Advanced Data Analysis. Here we discussed how it looks today at each company, ie how material handling and automation is used in ongoing projects and what opportunities this gives the companies.
Discussion linked to Material Handling and Automation was about
Barriers:
- The importance of higher quality
- Divisible information to make better forecasts, for example
- Find the right process
- Different techniques and different activities - depending on the situation, different requirements for automation require different technologies. Concrete examples-combine packaging in different positions. Different needs
- What is the value?
- Italian and Danish foundries make a difference in materials
- Visualization for actors who are not foundries and haulage companies to get full flows.
Possibilities:
- Automatic call-offs
- More efficient transport
- More efficient handling of packaging
- With higher transparency we can reduce stock
For data analysis, the discussion was further linked to the current situation within the companies.
- Material shortages occur very rarely, but there are ideas for measuring them
- Human contact affects in direct communication through daily control between different actors.
- Smaller batch size - what are consequences, what does it mean for our production?
At the fourth workshop, an environmental perspective was taken on our previous processes. Prior to the meeting, the companies, as usual got questions linked to the current situation and how they work with environmental aspects today. The effects associated with circular economy, which can be seen when introducing a sensible digital value chain, is to reduce the climate impact by 50% in both transport and material loops. Part of the environmental work is linked to reducing fossil-based consumption and to increasing material efficiency (for the large material flows). This can be measured by reducing the number of loops the packaging takes and the transport of damaged goods also decreases. Other reduced environmental impacts can be seen as linked to this, such as increased filling capacity and reduced space for storage of packaging as well as faster and more efficient operations (linked to packaging management).
In general, the following needs were identified linked to three main areas i) value flow planning, ii) material handling automation and iii) circular material economics. The following needs linked to planning in the value flow: SMEs need a greater degree of transparency in the system to see how different types of disruptions affect production planning, but what data must be shared from production? Need to predict when, what and how a transport should go. For automation in material handling, the following was seen: need for automation in goods reception, best combination of human-automation and internal logistics. For circular economy and sustainable flows, the following needs were seen: lack of packaging, difficult to know where packaging is located, difficult to see the degree of filling when retrieving packaging.
Opportunities are seen in further developing pilots in each area linked to found requirements / wishes. The effects expected are increased capacity and adaptability, reduced inventory, reduced manual work and stress, reduced lead time and reduced environmental impact during transport.
Two pilots were proposed for continued work a) digital information in material handling and b) packaging handling.
Summary and continued work
In order to create a comprehensive picture of digitization, we at SCARCE have studied digitization implementation from different perspectives. It has been about identifying opportunities and also challenges. In our workshops we have started to look at the problem which has given a current situation. In order to move forward, a further interconnection of our areas and various tests is required to be able to find an IoT solution that can both practically and efficiently create value in a value chain.
There was a need for digitization in three main areas i) planning in the value flow, ii) automation in material handling and iii) circular material economy. Opportunities exist when the companies are already connected through Bror Tonsjö, which has a digital platform developed by Siemens and ÅF. This platform can be further developed and potentially used by the other parties. Barriers have been identified linked to the companies' current situation, what data they want to share between the companies, and what infrastructure is available today.

References
[1] Kolbeinsson, A., Lindblom, J. & Thorvald, P. (2017). Missing mediated interruptions in manual assembly: Criticalaspects of breakpoint selection. Applied Ergonomics, 61, 90-101.
[2] Weyer, S., Schmitt, M., Ohmer, M. and Gorecky, D. (2015) Towards Industry 4.0— Standardization as the CrucialChallenge for Highly Modular, Multi-Vendor Pro- duction Systems. IFAC-PapersOnLine, 48, 579-584. https://doi.org/10.1016/j.ifacol.2015.06.143.[3] Alexandre Moeuf, Robert Pellerin, Samir Lamouri, Simon Tamayo-Giraldo & Rodolphe Barbaray (2018) The industrial management of SMEs in the era of Industry 4.0, International Journal of Production Research, 56:3, 1118-1136, DOI: 10.1080/00207543.2017.1372647.
[4] Ivanov, D., Dolgui, A., Sokolov, B. (2019), The impact of digital technology and Industry 4.0 on the ripple effectand supply chain risk analytics, International Journal of Production Research, 57(3): 829-846.
[5] Jonsson, P. and Holmström, J. (2016). Future of supply chain planning: closing the gaps between practice andpromise, International Journal of Physical Distribution and Logistics Management, 46(1): 62-81.
[6] Aryal, Arun & Liao, Ying & Nattuthurai, Prasnna & Li, Bo. (2018). The emerging big data analytics and IoT insupply chain management: a systematic review [Supply Chain Management: An International Journal].
10.1108/SCM-03-2018-0149.[7] Nguyen Quoc Viet, Behzad Behdani, Jacqueline Bloemhof,The value of information in supply chain decisions: A review of the literature and research agenda, Computers & Industrial Engineering, Volume 120, 2018, Pages 68-82,ISSN 0360-8352, https://doi.org/10.1016/j.cie.2018.04.034.
[8] Ekren, B.Y., S.S. Heragu, A. Krishnamurthy, C.J. Malmborg. 2010. Simulation based ex-perimental design toidentify factors affecting performance of AVS/RS. Computers & Industrial Engineering 58 175-185. (18) (PDF) Energy efficient design of autonomous vehicle based storage and retrieval system.[9] Mohamed El Amine Boudella, Evren Sahin & Yves Dallery (2018) Kitting optimisation in Just-in-Time mixedmodel assembly lines: assigning parts to pickers in a hybrid robot–operator kitting system, International Journal ofProduction Research, 56:16, 5475-5494, DOI: 10.1080/00207543.2017.1418988
[10] Fager, P., Calzavara, M. and Sgarbossa, F. (2019), “Cobot-supported kit preparation for mixedmodel assembly”,International Journal of Advanced Manufacturing Technology. 0268-3768 (ISSN) 1433-3015 (eISSN).
[11] Le-Anh, Tuan and De Koster, M.B.M., (2006), A review of design and control of automated guided vehiclesystems, European Journal of Operational Research, 171, issue 1, p. 1-23.
[12] Emde, S. & Schneider, M. (2018). Just-In-Time Vehicle Routing for In-House Part Feeding to Assembly Lines,Journal of Transportation science, 52, issue 3, pp 497-737. https://doi.org/10.1287/trsc.2018.0824.
[13] Kirchherr, J., Reike, D., & Hekkert, M. (2017). Conceptualizing the circular economy: An analysis of 114definitions. Resources, Conservation and Recycling, 127, 221-232.
[14] Bocken, N. M., Ritala, P., & Huotari, P. (2017). The circular economy: exploring the introduction of the conceptamong S&P 500 firms. Journal of Industrial Ecology, 21(3), 487-490.
[15] Blomsma, F. (2018). Collective ‘action recipes’ in a circular economy–On waste and resource managementframeworks and their role in collective change. Journal of cleaner production, 199, 969-982.
[16] Oliva, R. (2019). Intervention as a research strategy, Journal of Operations Management, 65: 710-724.[17] Julian M. Allwood, Michael F. Ashby, Timothy G. Gutowski, Ernst Worrell, Material efficiency: A white paper, Resources, Conservation and Recycling, Volume 55, Issue 3, 2011, Pages 362-381, ISSN 0921-3449,https://doi.org/10.1016/j.resconrec.2010.11.002.
[18] Martin Kurdve, Sasha Shahbazi, Marcus Wendin, Cecilia Bengtsson, Magnus Wiktorsson, Waste flow mappingto improve sustainability of waste management: a case study approach, Journal of Cleaner Production, Volume 98, 2015, Pages 304-315, ISSN 0959-6526, https://doi.org/10.1016/j.jclepro.2014.06.076.
Tags
This article is tagged with these tags. Click a tag to see all the articles with this tag.