Guidens avsikt är att beskriva ett arbetssätt för att kartlägga möjligheter i tillverkande företag att automatisera flexibel lågvolymproduktion. Till guiden hör verktyg för noggrannare analys avseende effektivitet, ergonomi och ekonomi.
Peter Almström, Chalmers University of Technology
Johan Frisk, Opiflex AB
Caroline Jarebrant, RISE IVF
Malin Löfving, Träcentrum
Boel Wadman, RISE IVF
Magnus Widfeldt, RISE IVF
Arbetssättet i Guiden har tagits fram av projekt ”Producera i Sverige” (Swedprod), finansierat av Vinnova och med bidrag från medverkande företag. Guidens utformning utgår från Produktionslyftets modell för guider.
Kunskap från projektet Swedprod har under 2018 integrerats i Robotlyftets pilotprojekt PILAR genom synergier i framtagning av guider och analysmaterial.
01
Guide till flexibel automation av lågvolymproduktion
Sverige har varit ett föregångsland när det gäller att automatisera och effektivisera produktionsprocessen vid större produktionsvolymer. Inom gruppen små och medelstora företag (SMF) och småserietillverkning ser bilden annorlunda ut. Företagen har mestadels låg automationsgrad: 10 robotar på 10000 anställda enligt International Federation of Robotics. Sverige har halkat efter övriga världen avseende automation, därav regeringens satsning på automation och robotisering genom bl a ”Robotlyftet”.
Det har tidigare varit mycket svårt att automatisera småserietillverkning, som är vanlig i svenska SMF. Det har resulterat i att automationsgraden är extremt låg och att vissa SMF har svårt att attrahera medarbetare till tunga och monotona arbetsuppgifter, samtidigt som de inte är konkurrenskraftiga.
Många företag vill automatisera, men det är svårt av flera anledningar, se nedan:
Situation
Automationsutmaning
Behov
Stor volymvariation, lågt maskinutnyttjande
Lång pay-off med fast robot
Dela robotcell med flera maskiner
Små serier, nya produkter dagligen
Höga programmeringskostnader av specialister, lång omställningstid
En fast robot och staket blockerar maskiner för manuell betjäning
Full manuell betjäning, inga staket
Trenderna ”ökad global konkurrens” och ”hög mix och låg volym” driver kraftigt ökad automation med behov av högre flexibilitet. Detta gäller även i företag med tillverkning i höga volymer, där kunder kan göra allt mer individuella val. Med ny teknik öppnas nya möjligheter till automation, såsom flyttbara robotar, samarbete mellan människa och robot samt additiv tillverkning av gripdon och fixturer med 3D-skrivare.
En grundregel är att företag som automatiserar behöver – och behåller – medarbetare som engageras, kompetensutvecklas och växer i de arbetsuppgifter som skapas med ökad automation.
Automation ökar konkurrenskraft och lönsamhet, tar bort monotona och tunga arbetsuppgifter och skapar istället stimulerande arbetsuppgifter.
Några av drivkrafterna för investeringar i automation är möjligheterna till förbättrad effektivitet, ergonomi, lärande och ekonomi.
Effektivitet. Automatisera inte slöserier i verksamheten, gör något åt slöserierna först. Då får investeringar i automation ökad effekt och höjer produktiviteten.
Ergonomi. Genom automation på rätt sätt kan tunga lyft och kortcykliga, repetitiva arbetsuppgifter minimeras eller elimineras.
Lärande. Automation och robotisering kräver lärande och kompetens. Därför bör svårigheterna öka efterhand.
Ekonomi. Att investera i automation är beslut om pengar. Räkna på ökad effektivitet och försök även att värdera förbättrad ergonomi och värdet av ökad kompetens.
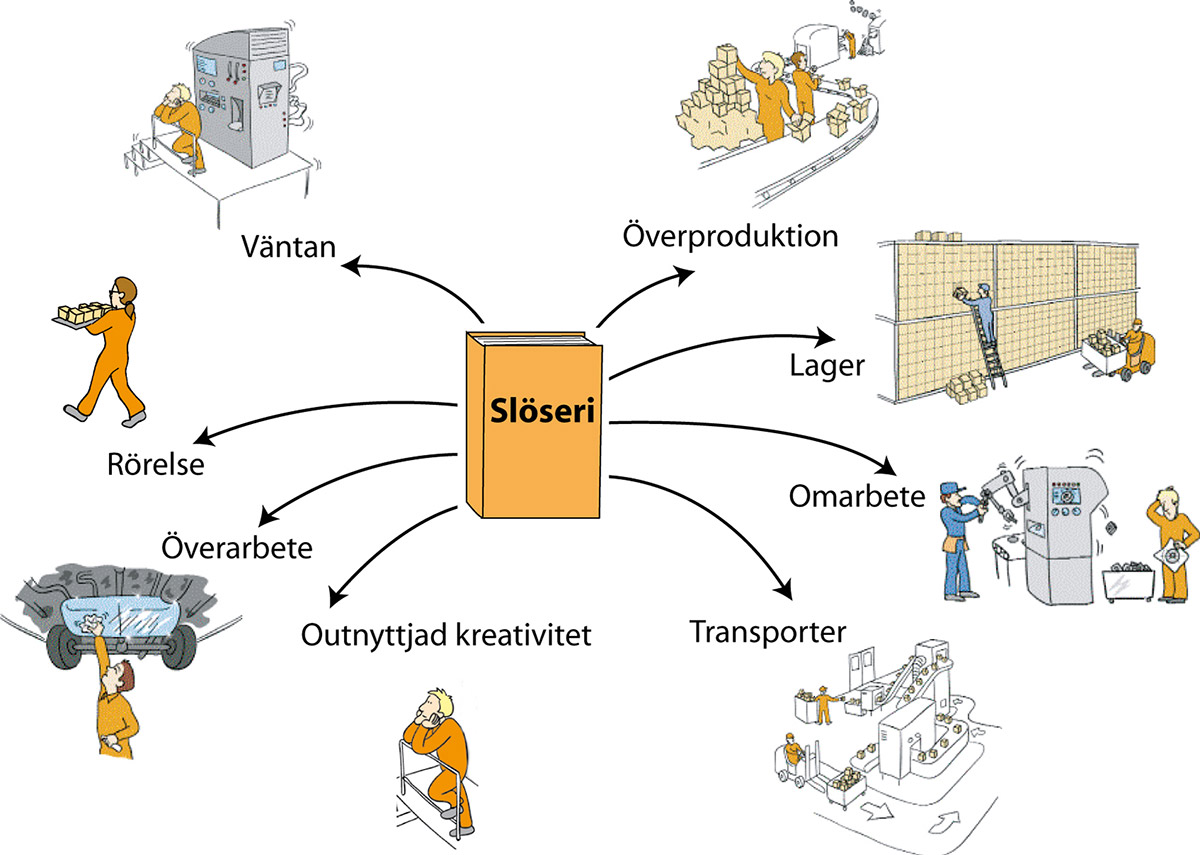
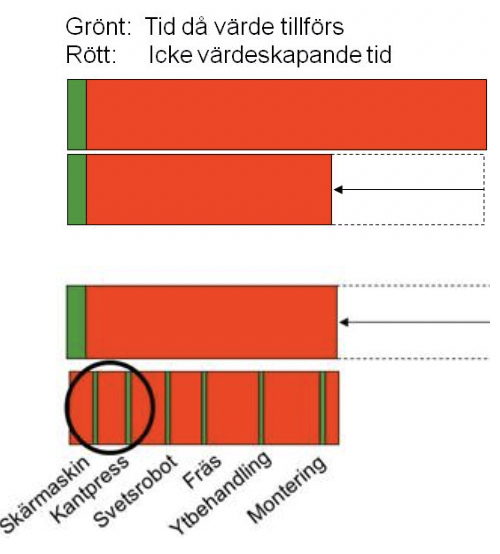
En princip för automation och robotisering, är att först kartlägga ett nuläge för materialflödet och därefter identifiera samt reducera eller eliminera det som inte skapar värde, det vill säga ”slöserier”, bild 1. Därefter kan en effektiv automatisering byggas utifrån perspektiven effektivitet, ekonomi och ergonomi.
Bild 1. Automatisera inte slöserier, gör något åt dem först! Tiden som skapar värde är ofta minimal jämfört med tiden genom hela produktionsflödet.
Säkerhet för automation och robotar är mycket viktig. För att en robot ska få användas måste robotcellen inklusive gripdon och sammanbyggnad med maskinen CE-märkas. Referens EU: maskindirektiv 2006/42 / EG, bilaga II 1. A.
Observera att riskbedömningar måste göras vid alla förändringar i produktionen. Referens Systematiskt arbetsmiljöarbete (SAM), AFS 2001:1, Arbetsmiljöverket.
Olika uppgifter är olika lätta eller svåra att automatisera. Ett råd är att inte välja den svåraste uppgiften först. Ett förslag på ordningsföljd för automation är:
Hantering och maskinbetjäning
Tillverkningsprocesser, såsom svetsning, limning, slipning, målning
Att släppa en ordnad detalj i en pall med krage blir dyrt, eftersom detaljen måste identifieras, separeras och lägesorienteras i nästa tillverkningssteg. Detta merarbete är människan duktig på att göra, med automation kan det bli mycket komplicerat.
Skapa därför automation med materialhantering som behåller lägesorienteringen hos detaljer och produkter, då kan smarta och effektiva flöden skapas mellan olika tillverkningssteg.
före olika tillverkningssteg, som att plocka en detalj i taget från en pall
vid placering av detaljer i en fixtur eller i en maskin
efter ett tillverkningssteg som sammanfogat flera detaljer eller skapat en helt ny form hos en detalj
vid placering av flera detaljer efter ett tillverkningssteg
vid transporter mellan olika tillverkningssteg.
Detaljer eller komponenter som har förändrats och läggs på en pall kan fastna i varandra på ett sätt som de inte gjorde innan bearbetningen eller formningen.
Arbeta för att produktionsanpassa egna produkter, och vid legoproduktion tillsammans med kunderna. Här finns både större frågor som modularisering och monteringsföljder, och viktiga detaljer som rätt valda radier och ytfinheter.
03
Arbetssätt för analys av förutsättningar och val av automation
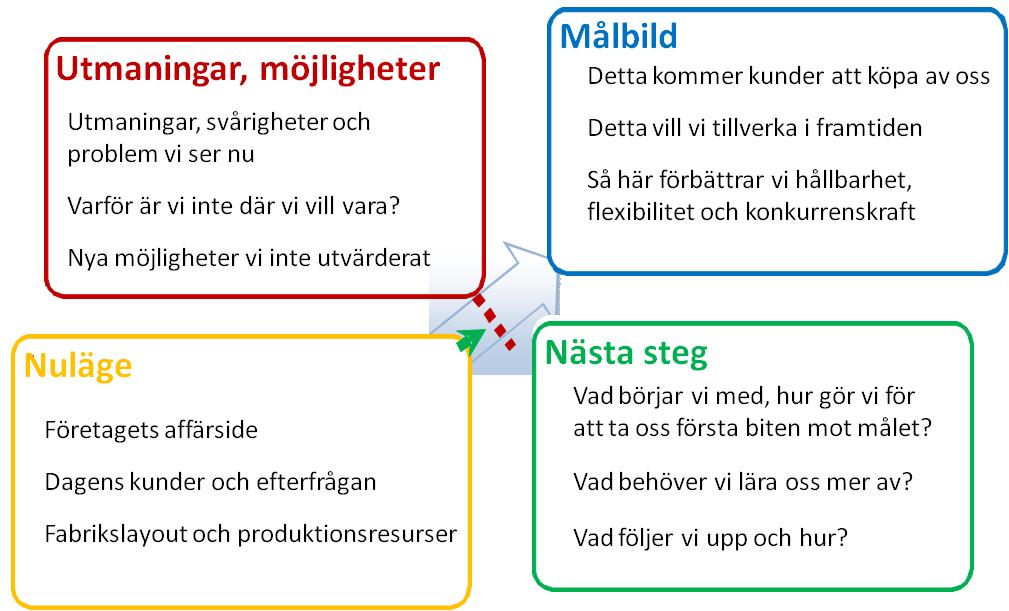
Med guidens verktyg kan förändringar och investeringar följas upp för lärande och förbättringsarbete. Guiden kan användas både i företagets produktions-planering och vid enskilda investeringstillfällen. Inledande steg i arbetssättet beskrivs som en strategisk utvecklingskarta, bild 2. Metoden att visualisera företagets utveckling utgår från olika perspektiv, t ex kundernas och företagets.
Utvecklingskartan med fyra definierade rutor är i många fall ett tillräckligt verktyg för att skapa struktur och drivkraft i en utvecklingsprocess.
Principen för användning av utvecklingskartan i automationssammanhang är att:
Beskriva företagets nuläge utifrån
Produkter, kunder och produktionsresurser
Göra en målbild för hela företaget, med fokus på
Vad kunder kommer att efterfråga och vad företaget vill tillverka.
Beskriva utmaningar och möjligheter med fortsatt produktionsutveckling
Automationskandidater att gå vidare med
Genom analyser och beräkningar tydliggöra effekter och konsekvenser
Prioritera ”att göra” i nästa steg. Sätta tidpunkt, till exempel ett halvår framåt.
Bild 2. Företagets strategiska utvecklingskarta – Gör en översikt av nuläget – Ta fram en målbild – Beskriv utmaningar och möjligheter –
Prioritera och besluta nästa steg.
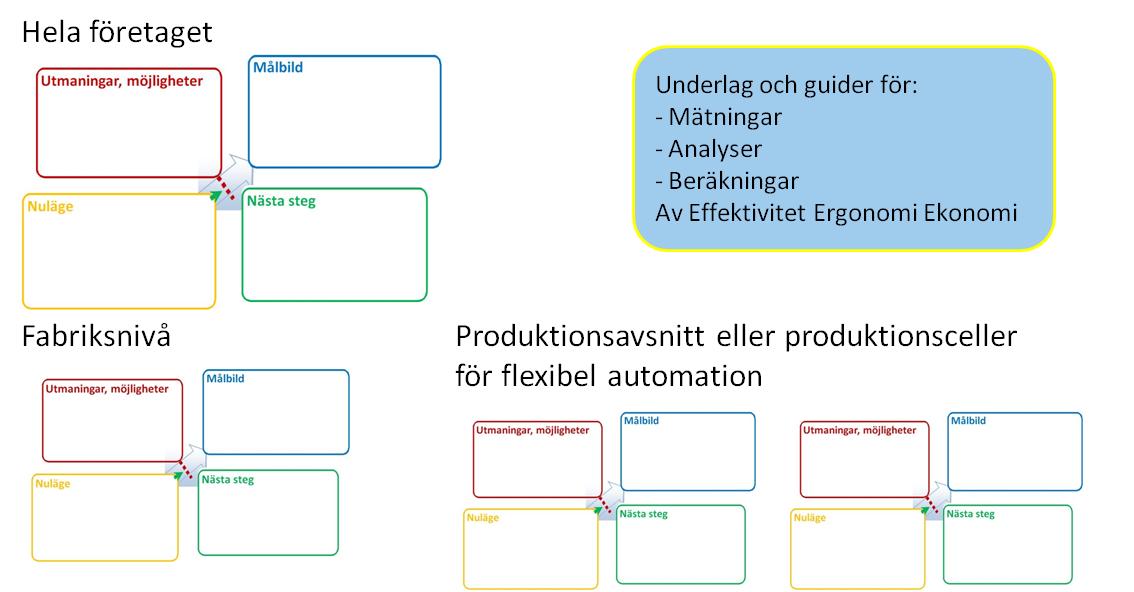
Utvecklingskartan kan användas för hela företaget, för en fabrik, ett produktionsavsnitt eller en produktionscell. Bild 3.
Bild 3. Utvecklingskartan kan användas i flera steg, så att målbilden för hela företaget hänger samman med förändringar och investeringar på fabriksnivå, för produktionsavsnitt och för produktionsceller.
Utvecklingskarta på fabriksnivå utifrån legotillverkning eller egna produkter
Förutsättningarna är annorlunda för legotillverkare jämfört med företag som tillverkar egna produkter. Megatrenden är hög mix och låga volymer, detta skapar dock större dynamik för legotillverkare, och utmanar målbilden ”bra flöden”.
Har du tydliga flöden, där maskiner eller grupper kan flyttas ihop för att effektivisera och förtydliga flödet?
Har du mer dynamiska flöden där flöden och maskiner kontinuerligt behöver kunna ändras regelbundet?
Är du mer fokuserad på att optimera maskinbeläggning och möjlighet till flexibilitet (mer tydligt vid legotillverkning)?
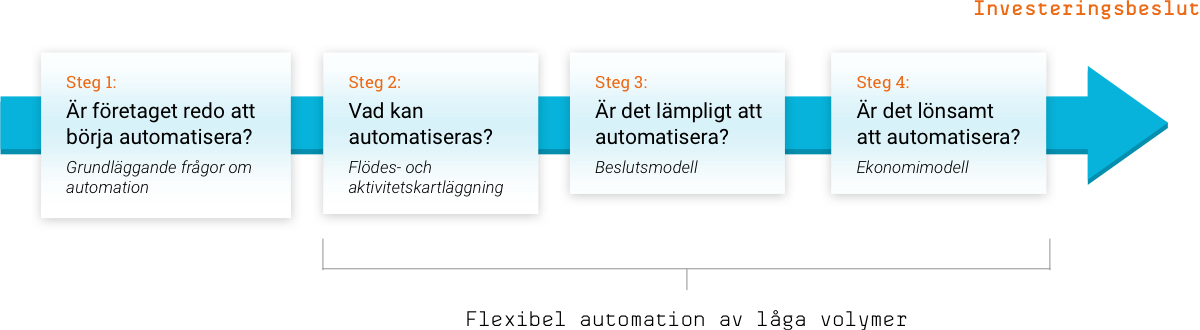
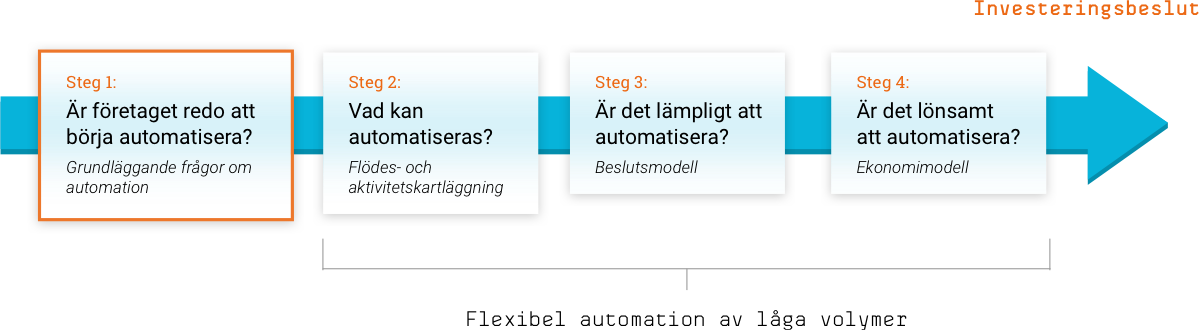
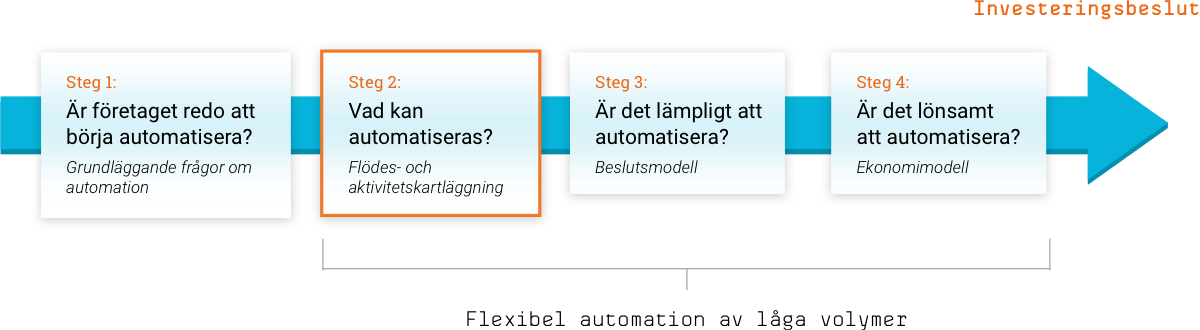
Utvecklingskartan för hela företagets utveckling behöver synkroniseras med vilka investeringar för automation som planeras och genomförs. Bild 4.
Efter utvecklingskartan fortsätter Guiden med ett arbetssätt för att kartlägga möjligheterna att automatisera, och vilka automationskandidater som bör gå vidare till investering.
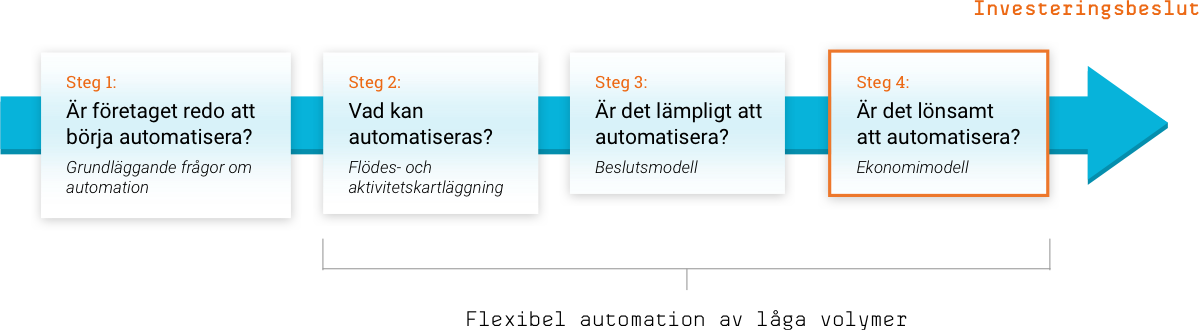
Bild 4. Utvecklingskartan visar vägen för hela företaget, och kan användas för att lyfta fram behov av utveckling i produktionen. I fyra steg guidas företaget fram till beslut om investering. Särskild lyfter guiden fram möjligheter till flexibel automation av låga volymer.
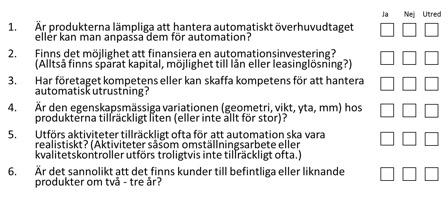
En första bedömning om möjligheterna för automation utifrån hela företaget, besvaras med hjälp av sex grundläggande frågor. Bild 6. Om någon fråga besvaras med ”Nej”, görs en fördjupad analys av utmaningar och möjligheter att ändra till ett ”Ja”.
Bild 6. Grundläggande frågor för automation utifrån hela företaget.
Ladda ned
Grunden för att kunna bedöma vad som kan automatiseras är att med egna ögon se den verkliga produktionen. Metoden är en linewalk, som innebär att gå igenom och granska produktionen i hela kedjan, från inkommande material till utleverans.
Syftet med en linewalk är att identifiera automationskandidater, det vill säga avsnitt i produktionen som är möjliga att automatisera utifrån effektivitet och ergonomi. Bild 7.
I detta skede skapas också en bild av vilka produkter eller produktfamiljer som är lämpliga att automatisera.
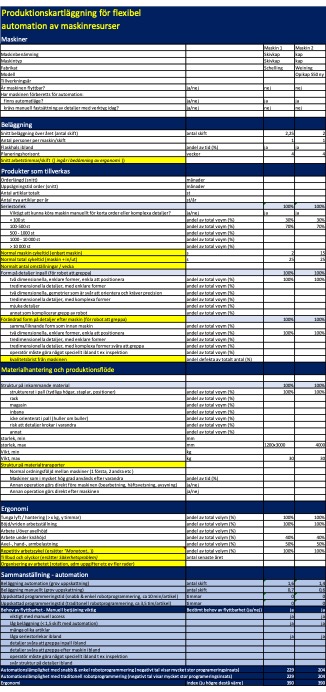
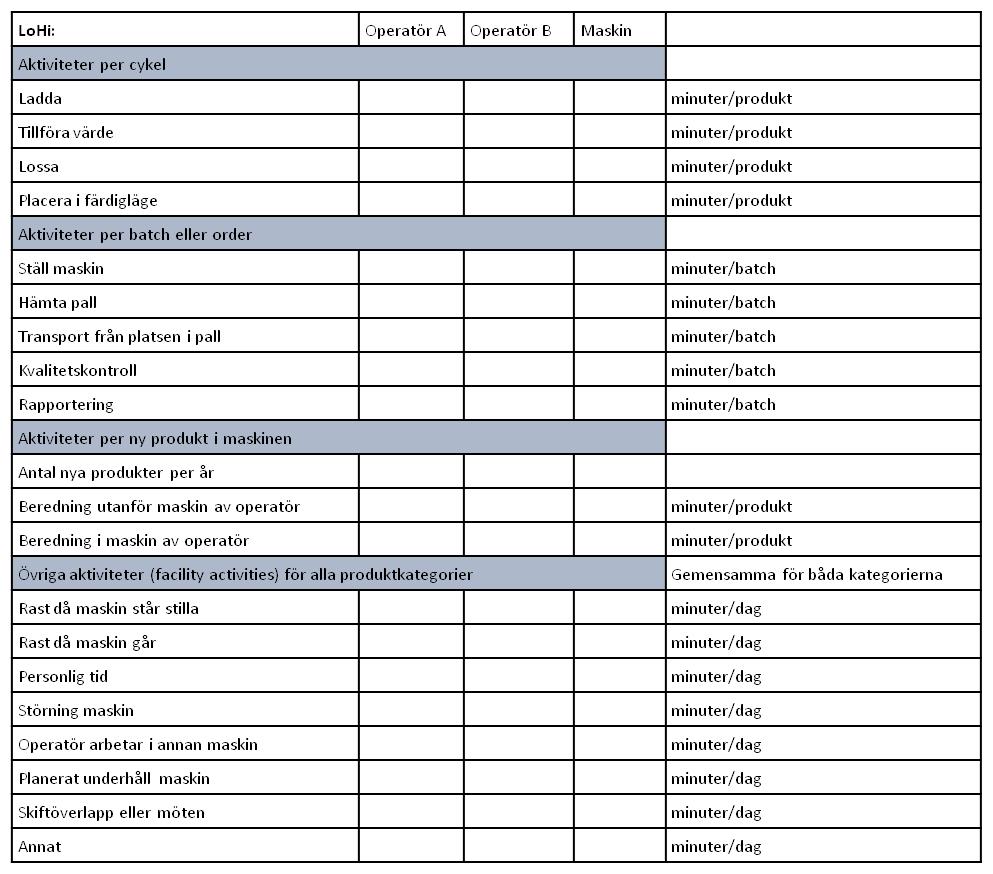
I ett produktionsflöde görs produktionskartläggningen för enskilda maskinresur-ser. Frågornas gruppering och exempel på frågor, se tabellen nedan samt i bild 9:
Kartlägg operatörsaktiviteter för respektive automationskandidat
Bild 10. Verktyg för kartläggning av operatörsaktiviteter.
Ladda ned
Kartlägg operatörers ergonomi (fysisk belastning, arbetsinnehåll, psykisk belastning) vid respektive automationskandidat
Utgå från vald produkt/produktfamilj/produktmix och skatta andelen tid i % som arbetet innebär (se bild 11).
Tunga lyft/hantering
Böjd och/eller vriden arbetsställning
Arbete över axelhöjd
Arbete under knähöjd
Armbelastning
Repetitivt arbete, ensidiga rörelser.
Vägledning för bedömning av tunga lyft/hantering
Lyft/hantering av vikter på 25 kg eller mer bör inte förekomma.
Arbete som innebär hantering av vikter på 15 kg upp till 25 kg bör värderas närmare. Hänsyn ska även tas till frekvens.
Arbete som innebär hantering av vikter på 7 kg upp till 25 kg inom underarmsavstånd (högst ca 30 cm från kroppen), bör värderas närmare. Hänsyn ska även tas till frekvens.
Arbete som innebär hantering av vikter på 3–7 kg bör värderas närmare beroende på hur nära kroppen bördans tyngdpunkt ligger. Hänsyn ska även tas till frekvens.
Vägledning för bedömning av repetitivt arbete
Repetitivt arbete innebär att liknande arbetsrörelser (ensidiga rörelser) utförs om och om igen ofta i ett högt tempo. Är arbetet styrt eller bundet, till exempel arbete vid löpande band, minskar individens påverkansmöjlighet. Hänsyn bör tas till hur lång tid arbetsrörelserna utförs – förekommer andra typer av arbetsuppgifter blir den fysiska belastningen mer varierad.
Observera att summan av procentsatserna kan överstiga 100 % eftersom flera olika typer av fysisk belastning kan förekomma i arbetet. För ytterligare vägledning avseende bedömning av de belastningsergonomiska förhållandena se Arbetsmiljöverkets föreskrifter, AFS 2012:2 Belastningsergonomi, med bedömningsmodeller (referens nr 5).
Automationskandidat
Tunga lyft/hantering
%
Böjd, vriden arbetsställning
%
Arbete över axelhöjd
%
Arbete under knähöjd
%
Armbelastning
%
Repetitivt arbete, ensidiga rörelser
%
Bild 11. Verktyg för analys av operatörers ergonomi (fysisk belastning hos respektive kandidat för automation av lågvolymproduktion automationskandidat.
Ladda ned
Arbetsinnehåll
Uppgiftsvariation
1. I vilken grad erbjuder arbetet variation?
12345
Inte alls Till viss delI mycket hög grad
Uppgiftsidentitet
2. I vilken utsträckning medför arbetet att en operatör utför en ”hel och identifierbar del av ett arbete”?
12345
Inte alls Till viss delI stor utsträckning
Arbetets betydelse för andra
3. Hur betydelsefull är en operatörs arbetsinsats för kunden eller slutanvändaren?
12345
Inte alls betydelsefull Måttligt betydelsefullVäldigt betydelsefull
4. Hur betydelsefull är en operatörs arbetsinsats för nästkommande led eller avsnitt?
12345
Inte alls betydelsefull Måttligt betydelsefullVäldigt betydelsefull
5. Är operatören medveten om betydelsen av den egna arbetsinsatsen för efterföljande led?
12345
Inte allsTill viss delI stor utsträckning
Psykisk arbetsbelastning
22. I vilken utsträckning sker arbetet under ständig tidspress på grund av hög arbetsbelastning?
12345
I mycket stor utsträckningI viss månI mycket liten utsträckning
23. Brukar arbetet kräva övertid och indragna raster?
12345
Ja, oftaIblandNej, inte alls
Bild 12. Arbetsinnehåll och psykisk belastning. Frågor hämtade från ”PPA-metoden, En metod för att bedöma produktivitetspotentialen i verkstadsindustrin” R 2006:17, Chalmers, utgiven av NUTEK (referens nr 6)Ladda ned
Beslutsmodell för bedömning att automatisera en viss aktivitet
I detta steg arbetas, efter kartläggning och analyser, vidare med en beslutsmodell (bild 13) för att avgöra om kartlagda aktiviteter är lämpliga att automatisera
Förutsättningar för att använda beslutsmodellen:
Produkterna/typprodukterna som produceras idag är identifierade.
Flödet är kartlagt.
Aktiviteter som idag utförs av operatörer är identifierade.
Aktiviteten som ska analyseras måste vara allmänt lämplig att automatisera (får inte vara krav på kreativitet eller problemlösning, inte för stor eller slumpmässig variation i hur aktiviteten behöver utföras etc.).
Arbetssätt med beslutstabellen i bild 13:
Välj aktivitet för en automationskandidat
Bedöm aktiviteten utifrån varje punkt 1–8
Om ”Ja” markera ”Ja” med annan färg och gå till nästa punkt
Om ”Kanske” utreds frågan med fördjupande analys
Om ”Nej” gå vidare till nästa punkt
Om alla 8 punkterna är ”Nej” är aktiviteten inte lämplig att automatisera
Bild 13. Beslutsmodell: Lämplighet att automatisera en viss aktivitet.
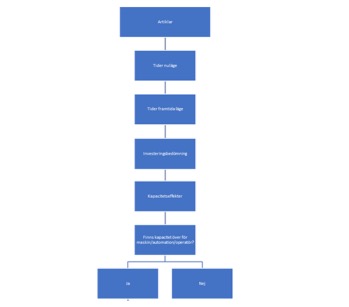
Det yttersta kravet på den flexibla automationslösningen är att den ska vara ekonomiskt lönsam, både ur ett kort och ett längre perspektiv. Steg 4, bild 14, beskriver hur en produktionsekonomisk modell kan användas som ett underlag till investeringen av den flexibla automationslösningen. Modellen kan också vara ett underlag för kapacitetsbeslut gällande den flexibla automationslösningen. Modellen och instruktionen finns i bild 15.
Tillverkningsmomentet före en automationskandidat
Hantering och transport till och från
Nästa steg i tillverkningen efter automationskadidaten.
Syftet är att ha en klar bild om möjligheter och utmaningar för en flödeseffektiv automation inför nästa steg.
Det är en utmaning att räkna ut den faktiska ekonomiska lönsamheteten där automationslösningen är en del i en värdekedja och där de ergonomiska vinsterna är svåra att beräkna. Modellen är avgränsad till att gälla en aktivitet (typiskt Ladda/Lossa en maskin), som identifierats i tidigare steg i Guiden.
En enkel och flexibel grundmodell har valts för en maskin. Modellen kan återanvändas beroende på förutsättningar och behov. Om man vill räkna på flera maskiner sparar man ner modellen med nytt namn och gör en ny beräkning.
Modellen baseras på att nuläget analyseras utifrån artiklar som körs i maskinen, och sedan analyseras framtida läge med flexibel automationslösning på samma sätt. Resultatet visar på kapacitetseffekter samt kostnad, täckningsbidrag och återbetalningstid för den flexibla automationslösningen. Modellen analyserar också ställtider för nuläge och framtid med flexibel automation.
När man börjar att analysera data är det naturligt att söka förbättringar i arbetsplatsutformning och upplägg på operatörsarbete. För att få en klar bild av nuläge och framtida läge analyseras inte förbättringar i modellen, då det ändrar grundförutsättningarna för produktionen, men inte för automationsinvesteringen. Förbättring är alltid något positivt. Om produktionen förbättras samtidigt som en investering i flexibel automation, ges ännu större effekt. Detta är en ny analys i sig. Om ni ser förbättringsmöjligheter under tiden ni använder modellen, gå tillbaka till nulägesanalysen och skriv in förbättringarna både där och i framtida läge för att få en rättvis bild av kapacitetseffekter och ekonomisk lönsamhet.
Guiden vägleder företaget till att fatta strategiska och bättre beslut om nästa steg i sin automationsutveckling.
Guidens arbetssätt innebär att stegvis beskriva, analysera och medvetet välja lämpliga kandidater och aktiviteter för flexibel automation av lågvolymproduktion.
En robot är inte CE märkt, utan följer EU: maskindirektiv 2006/42 / EG, bilaga II 1. B för en delvis fullbordad maskin. En robot blir inte en fullbordad maskin förrän den får gripdon och blir integrerad i en robotcell. Det är alltså den som bygger ihop robot, gripdon, säkerhetslösning och maskin/station till en robotcell som ska CE märka robotcellen enligt EU: maskindirektiv 2006/42 / EG, bilaga II 1. A
För kollaborativa robotar gäller en speciell ISO standard ISO/TS 15066:2016, då arbetsområdet delas med en människa ställs högre krav där kraft, hastighet och risker beaktas noggrant. En kollaborativ robot med en nalle i gripdonet är säker, men så fort du får något vassare i gripdonet så ökar riskerna kraftigt, då dessa robotar normalt stannar på en kraftbegränsning då roboten kommer i kontakt med ett objekt eller människa, t ex en plåt, metallföremål mot huvud, mjukdelar eller annan känslig del. För mer info kan läsas bland annat här https://www.robotics.org/userAssets/riaUploads/file/6-Pat.pdf
Arbetsmiljöverket har särskilda föreskrifter när det gäller maskiner, AFS 2008:3 Maskiner, Arbetsmiljöverkets föreskrifter om maskiner samt allmänna råd om tillämpningen av föreskrifterna. Vid förändringar i verksamheten ska vidare en riskbedömning göras enligt föreskrifterna om Systematiskt arbetsmiljöarbete, AFS 2001:1. En robotinstallation berörs även av andra föreskrifter som gäller till exempel arbetsplatsens utformning.
Arbete i produktion kan innebära fysiska belastningar av olika slag. Riskfaktorer är till exempel: ogynnsamma arbetsställningar, tung hantering, repetitivt arbete (ensidiga rörelser).
I bedömning av de belastningsergonomiska förhållandena bör hänsyn tas till såväl de enskilda arbetsuppgifterna som medarbetarnas arbetsinnehåll (summan av de arbetsuppgifter respektive medarbetare utför). Tidsaspekten för de olika arbetsgifterna är vidare en viktig faktor vid bedömning.
Vid identifiering av belastningsergonomiska risker gäller att inte ta ett för snävt grepp, källan till risken kan finnas i ett annat produktionssteg än själva riskmomentet. Ibland talar man om så kallade ”restarbetsuppgifter” ofta i början eller slutet av produktionsflöde och som kan uppstå vid produktionsförändringar – ett exempel på detta är manuell packning.
Även arbetsinnehåll och den psykiska belastningen bör beaktas, några begrepp här är:
Krav (tempo, tidspress etc.)
Kontroll (grad av möjlighet att påverka vad, när och hur något ska produceras)
Informationshantering och signaler som kan kräva åtgärder
Kommunikation (med andra medarbetare, ledning, informationsflöde etc.).
Framgångsrika arbetssätt i företag, för att bygga framtidens industriarbete, är att starkt fokusera både individ- och lagutveckling. Flexibiliteten ökar, och för varje enskild medarbetare ökar möjligheten att påverka, samtidigt som den enskildes kompetens synliggörs. Bild 16. Utmärkande är ökat fokus på närhet, med:
Ledarskap som är närvarande i det dagliga arbetet
Nya former och medier för kommunikation.
Bild 16. Att utveckla industriarbetet och medarbetarnas kompetens är en konkurrensfaktor, särskilt i flexibel lågvolymproduktion.
En metod för att systematiskt analysera och förbättra förutsättningarna för engagemang hos medarbetarna i företaget, har tagits fram av Swerea IVF (numera RISE IVF). Tio temaområden i metoden beskrivs i bild 17.Läs mer på http://res.ivf.se/survey/
Materialflödet i tillverkande företag kan relativt enkelt följas från inleverans till leverans ut från företaget. Den tid som behövs för att tillföra något värde till materialet är ofta försumbar, jämfört med den tid som materialet befinner sig i fabriken, bild 18.
Bild 18. Materialflöden som tar en vecka genom en fabrik (rött), kan ha en värdeskapande tid för kapning, sammanfogning, ytbehandling och montering på totalt 15 minuter (grönt). Störst effekt är att minska tid som inte skapar värde (rött). I en fabrik skapas värde (grönt) i produktionsceller på olika platser. För flexibel produktion, är särskilda utma-ningar att skapa effektiva material-flöden och snabba omställningar.
För att flexibel lågvolymproduktion ska bli lönsam krävs snabba omställningar. Var noga med att skilja på seriestorlek och batchstorlek.
Seriestorleken är det antal som en artikel har över känd livslängd.
Batchstorleken är den volym som tillverkas vid varje tillfälle.
Är du legotillverkare kanske du inte ens vet om samma artikel kommer in igen.
Lönsam seriestorlek för robot beror av:
Den tid det tar att programmera roboten
Tid och kostnad för att säkerställa att detaljen kan köras med robot, t ex att gripdon finns och att detaljen kan greppas och presenteras för roboten.
Annat som kan vara en utmaning för en robot.
Lönsam seriestorlek kan enkelt uppskattas till den seriestorlek som du kan köra manuellt under tiden för de tre punkterna ovan med flexibla gripdon. Exempel: Med enkel programmering som tar normalt 10–20 minuter och för traditionell programmering ca 3–4 timmar eller mer.
Lönsam batchstorlek avgörs av hur mycket extra tid det tar att ladda en produkt i roboten och ställa om t ex gripdon plus den tid det känns vettigt för operatören att göras något annat. Exempel: Normalt är det ca 2–5 minuter för de flesta robotar, plus den tid det känns vettigt för operatören att göras något annat, uppskattningsvis t ex mer än 10–15 minuter om ej ställen görs automatiskt.
Manuell access viktigt. Erfarenhetsmässigt brukar vi räkna med att en flexibel robot kan utföra exempelvis 70–90 % av tillverkningen, medan manuell betjäning av maskinen behövs till exempelvis 10–30 %. Anledningen till manuell betjäning är korta/små batcher samt detaljer som ej kan greppas av roboten. Att ha möjlighet till manuell betjäning är en av de viktigaste anledningarna till att använda flexibel robot.
En princip för effektiva flöden genom en fabrik är att göra snabba omställningar för tillverkning av olika produkter utan att behöva binda kapital i stora partistorlekar. Att kunna göra snabba omställningar är helt grundläggande för en flexibel lågvolymproduktion.
Förbättrade arbetssätt och nya tekniska lösningar möjliggör att stegvis gå mot en lönsam industriell fåstyckstillverkning eller till och med enstyckstillverkning.
Med snabba omställningar kan kunder erbjudas leverans utifrån behov i mindre partier. Då låser inte en stor kundleverans hela fabriken för andra kunder. Med snabba omställningar kan kunder erbjudas lägre pris om man inte beställer så många likadana artiklar varje gång.
SMED
Betyder ordagrant Single Minute Exchange of Die, att byta ett verktyg på högst 9 minuter, siffran 9 är högsta entalet. Allmänt innebär SMED att göra snabbare omställningar. Fokus är att förbereda omställningarna innan produktionen stannar, så kallat yttre ställ.
En robot är mycket duktig på att repetera, göra monotona arbetsuppgifter utan stopp. Även om det nu går att programmera en robot snabbt med ny teknik, så är utmaningen att kunna presentera detaljerna för roboten samt att roboten ska kunna greppa detaljen. Därför är det oftast viktigt att kunna komplettera med en människa där hjärna och fingerfärdighet behövs eller vid t ex en- och fåstycks-tillverkning.
Se till att ha ordning på materialet för att underlätta för roboten. Roboten föredrar struktur vilket oftast är lätt att skapa. Har du en struktur och ordning på materialet, så ska du inte släppa strukturen, t ex att en robot eller maskin släpper en detalj ner i en pall eller låda där detaljerna ligger huller om buller.
Det finns visionsystem, men det är fortfarande tekniska utmaningar med mycket intrimning av skuggor, blänk för att visionsystem ska kunna se och uppfatta detaljerna korrekt för att undvika stopp. Vision är en utmaning vid högvolymproduktion, men ett mycket större problem vid småserier då ännu mer intrimning behövs. Att plocka från pall med detaljer huller om buller med en robot går, men är en stor utmaning och kan fungera för vissa typer av detaljer.
Automatisera de lågt hängande frukterna. Det finns ofta många enkla och mycket bra robotjobb som enkelt kan automatiseras. Exempel på detta är de flesta typer av maskinhantering och materialhantering samt palletering inom alla branscher.
Det är lätt att vilja för mycket och skapa mycket komplex automation som både kostar mycket pengar och som ofta får problem med robusthet.
Monotona, tunga och riskabla arbetsuppgifter gör det svårt att hitta personal, och resulterar i låg produktivitet vilket i global konkurrens resulterar i utslagning. SMF-företagen utgör mer än 90 % av all verkstadsindustri i Sverige och är ofta viktiga arbetsplatser i glesbygdsområden.
Läs mer i referens 3 Löfving, M., Almström, P., Jarebrant, C., Wadman, B. och Widfeldt, M. (2018), Evaluation of flexible automation for small batch production.
International Federation of Robotics (branschorganisationen för alla robot-tillverkare) trycker på att drivkrafterna för flexibel automation är viktigare nu än någonsin eftersom vi går snabbt mot hög mix och låg volym (dvs små serier och många varianter). Detta påverkar inte bara mindre legotillverkare utan även stora OEM (Original Equipment Manufacturer) med egna produkter, och Tier1 legotillverkare, där snabba omställningar och flexibla liner blivit viktigt. De stora OEM och Tier1 vill kunna blanda produktion så mycket som möjligt och kunna optimera tillverkningen.
Bild 19. Drivkrafter för automation. Källa: IFR
Det gör att trenden hos de stora OEM och Tier1 är att skapa flexibla liner som snabbt kan ställas. Ofta innebär det att liner bryts upp till mindre delar för att öka flexibilitet och flöde. Det innebär i sin tur att större och större krav ställs på alla legotillverkare, speciellt ju längre ner i kedjan de är. Flaskhalsarna blir nu dynamiska istället för statiska.
De Tier1 legotillverkare som tidigare varit vana att kunna tillverka en produkt i treskift i tre år, ställs nu inför kraftiga utmaningar när de måste ställa om till ökad flexibilitet där fler produkter måste blandas med snabba omställningar, varierande volym samt kortare orderlängder.
Mer information om trender kan laddas ner från International Federation of Robotics kan laddas ner på https://ifr.org/free-downloads
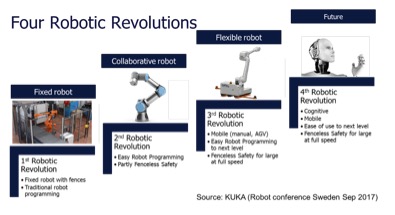
KUKA beskriver de olika robotrevolutionerna enligt bild nedan.
Bild 20. De fyra robotrevolutionerna. Källa: KUKA.
1. Första robotrevolutionen ”Fasta robotar” – traditionella robotlösningar med fast robot, staket och traditionell robotprogrammering. Har använts mest för högvolymproduktion med få varianter. Dessa robotlösningar tar tid att installera och kan ibland ta stor plats pga staket. Programmering görs genom att skriva kod i aktuell robotleverantörs språk, normalt 3 000–4 000 rader kod. Tar ofta tid att ändra program för en ny artikel, då koden måste ändras. Kan vara svårt att få till en flexibel lösning för hög mix och låg volym. Exempel på tillverkare: Alla robottillverkare
2. Andra robotrevolutionen ”Kollaborativa robotar” – ny typ av robotar som är enklare att använda, kan delvis användas utan staket och går långsamt och stannar när någon kommer åt dem. Om det finns risk att man kan göra sig illa på något i gripdonet behöver de stå bakom staket. Programmeringen är ofta enklare än för traditionella robotar, men kräver fortfarande all logik och sammankoppling med maskinen eller utrustning för att fungera. Dessa är tänkta att användas framförallt där människa och robot behöver samverka. Exempel på tillverkare: Universal Robots (UR3, UR5, UR10), KUKA (LBR iiwa); ABB (Yumi), Yashawa (HC10, SDA, SIA), Sawyer, Doosan
3. Tredje robotrevolutionen ”Flexibla robotar” – stora flyttbara robotar utan staket, i full fart och enkel robotprogrammering på en ny nivå, med en ny typ av flexibilitet. De kan flyttas manuellt eller automatiskt och kan köras i full fart utan staket, vilket gör att de kan användas på en maskin eller enkelt delas med flera maskiner och ger full manuell access till maskinen. De har en enkel robotprogrammering där roboten redan känner till hur maskinen och robotcellen fungerar. Roboten skapar själv programmet genom att operatören visar i vilken ordning den vill betjäna maskinerna/stationerna, svarar på några enkla frågor och visar t ex hur man vill greppa ett objekt eller stoppa in den i maskinen. Exempel på tillverkare: OpiFlex (MRP10, MRP20, MRP60 med ABB robot)
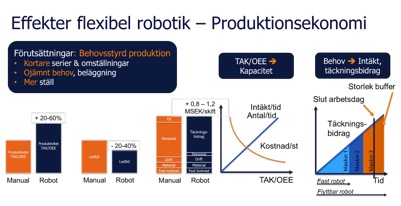
En robot kan exempelvis öka produktiviteten med 20–60 %, vilket innebär att ledtiden går ner 20–40 %. Den stora vinsten är att personalkostnaden försvinner. Därmed kan vid ovanstående exempel täckningsbidraget med 0,8–1,2 MSEK per skift robotbeläggning beräknat vid 350 kr/timma i lönekostnad inklusive sociala avgifter och overhead.
Antag att en maskin körs åtta timmar manuellt, då är en robot klar på ca sex timmar, baserat på exemplet i stycket innan. Om den mervolym som kan produceras i maskinen med robot inte kan säljas så ges inte någon nytta av produktivitetsökningen med en fast robot. Däremot kan produktivitetsökningen ge nytta med en flyttbar robot, då denna nu snabbare kan flyttas till nästa maskin, se bild ovan.
Genom att ställa roboten där produktionstiden (antal*cykeltid) är lite längre, och det finns en stor buffert så kan den utgöra ett gratis extra skift.
Körs t ex tvåskift någonstans i fabriken så kan en operatör fylla på inpall eller utpall när så behövs och sedan vid stängning flytta roboten till önskad maskin och låta den gå över natten.
En trend är att plocka från pall istället för in- och utbana. Tänk på att om inbana eller utbana används så måste någon plocka från pall, vilket kostar pengar och är ergonomiskt påfrestande samt ger oftast mycket kortare buffert för nattkörning.
1. Swerea IVF-skrift 11801, Framtidens Industriarbete – inspiration för utveckling av industriarbetet för ökad konkurrenskraft, Ulrika Harlin, Per Gullander, Roger Lundin, Fredrik Wandebäck, Göteborg, 2011
2. Analysverktyg för flexibel automation har tagits fram i samarbete med robotlyftets pilotprojekt PILAR, TVV…
3.Löfving, M., Almström, P., Jarebrant, C., Wadman, B. och Widfeldt, M. (2018), Evaluation of flexible automation for small batch production, Procedia Manufacturing, Vol. 25, pp. 177-184, open access.